




系列報道三|開放式、智能化的“藍天數控”在航空制造領域的應用實踐
【系列報道三】
開放式、智能化的“藍天數控”在航空制造領域的應用實踐
【編者按】根據國家有關部門要求,中國機床工具工業協會組織重點企業開展產業鏈供應鏈研究,梳理行業發展脈絡,推動行業企業融入以內循環為主體、國內國際雙循環相互促進的新發展格局。為此,協會傳媒部就國產數控系統開發進展和應用推廣情況進行了采訪梳理,并予以系列報道,供行業企業和廣大用戶參考。
隨著新一代信息技術的發展及其與先進制造技術深度融合,全球興起了以智能制造為代表的新一輪產業變革。而物聯網和各種新型設備的不斷涌現推動了邊緣計算的產生。邊緣計算充分利用物聯網終端的嵌入式計算能力,與云計算結合,通過交互協作實現系統整體的智能化。
數控系統作為制造技術與信息技術融合的產物,工業互聯網以及“智能制造”的發展對數控系統的設計提出了新要求,萬物互聯時代的到來為數控系統智能化提供了新方向。
在開放式數控系統的基礎上,通過將工業物聯網、邊緣計算、數字孿生、人工智能等新一代信息技術融入數控系統,開展基于邊緣智能的開放式數控系統的研發,在確保加工控制要求的基礎上,進一步實現數控系統對加工過程的泛在感知及智能控制,以增強系統加工處理能力;并通過智能編程、智能故障診斷和遠程監控,以及設備故障的預測診斷等功能,提升數控機床的性能和可靠性,提高復雜零件的加工效率和質量,在航空航天、汽車制造等領域具有廣泛的應用前景。
本文通過分析智能制造與新一代信息技術對數控技術產生的新要求,提出了基于邊緣智能的開放式數控系統的多維度需求框架,建立了可重構數控系統平臺、基于信息終端的工藝鏈集成以及基于工業大數據產品生命周期管理體系結構,研制了“藍天數控”系統,并通過航空制造領域關鍵零件的加工控制應用,探索了實現基于邊緣智能的開放式數控系統的實現路徑。
一、數控系統的新需求
作為制造技術與信息技術融合的產物,數控系統伴隨著信息技術的發展而不斷演化。傳統的數控系統為滿足其對功能與性能安全、可靠的要求,通常采用封閉式結構。PC技術的發展推動了數控系統從封閉走向開放,并促使其使用成本的降低。
開放式數控技術不僅使數控系統在制造車間得到普及,也為融入新的技術奠定了基礎。近年來,信息與通信技術的發展,特別是傳感器、物聯網、大數據、人工智能以及邊緣計算的發展,為研制智能化數控系統創造了條件,并對數控系統提出了新的需求:
(1)將邊緣智能應用于數控系統,以滿足系統實時性及隱私性要求;
(2)將智能控制技術與自動化技術融合數控系統,以提高加工的精度、質量和效率;
(3)通過工業互聯網技術實現加工過程的感知及與智能工廠的融合,實現數控系統與數字化車間的互聯互通;
(4)通過數字化技術實現工件設計與編程、機床配套調試的優化、加工過程仿真等工序鏈的一體化;
(5)通過互操作技術將數控系統與車間工藝與企業信息系統整合在一起,為數字化和無紙化生產,實現智能工廠奠定基礎。
另一方面,近年來智能制造在航空航天領域的推廣與應用,也使數控機床不再是單純的加工設備,而是智能工廠/數字化車間的重要組成部分。智能制造的批量客戶化的制造需求,要求將加工現場的感知、大數據處理、數字化建模、智能決策等新功能集成到數控系統中,形成制造過程的閉環。研制基于邊緣智能的開放式數控系統(見圖1),建立系統在不確定環境中的智能行為,應對不確定的市場環境,是數控系統開發與應用的新的方向。

圖1 開放式、智能化數控系統
二、基于邊緣智能的開放式數控系統
針對新一代信息技術發展以及航空航天等領域的智能制造需求,本文基于開放式“藍天數控”產品,提出了一種多維度的基于邊緣智能的開放式數控系統框架,由功能/性能、工藝鏈、產品生命周期三個維度要求組成:
(1)個性化功能/性能需求。客戶化制造模式要求系統滿足可擴展、互操作、可移植、可伸縮;
(2)工藝鏈集成需求。在網絡化制造環境下,數控機床不再是孤立的結點,而是整個制造系統中的重要環節。工業互聯網、互聯互通及互操作技術的發展,為促進產品設計、工藝、加工的一體化,實現制造過程閉環提供了支撐;
(3)生命周期管理需求。物聯網、工業大數據以及人工智能技術的發展,為開展故障診斷、運行狀態監測、設備健康管理等提供了技術支撐。
針對個性化功能/性能需求,系統在硬件上采用M︰N的可重構方式,軟件上采用基于中間件的二次開發平臺,建立可重構的數控系統平臺;針對工藝鏈集成需求,通過研制基于信息終端的網絡化平臺,以支持制造過程工藝鏈的集成;針對生命周期管理需求,通過構建包含制造、用戶、運行、診斷的大數據平臺,開發相關支持工具,以實現數控產品生命周期的管理。
1. 可重構的數控系統平臺
可重構的數控系統平臺由軟件平臺和硬件平臺組成。如圖2所示,硬件平臺包含人機接口單元(HMU)和控制單元(NCU),采用M︰N的可重構方式,即根據客戶需求,可實現多個人機接口單元對應多個控制單元。每個控制單元通過現場總線實現對驅動器、I/O單元、傳感器網關的控制。傳感器網關支持有線/無線傳感器介入。無線方式包括WiFi、RFID等無線射頻方式。傳感器通過廣播同步與總線同步相結合的方式,實現傳感器數據的采集與控制信息的同步。
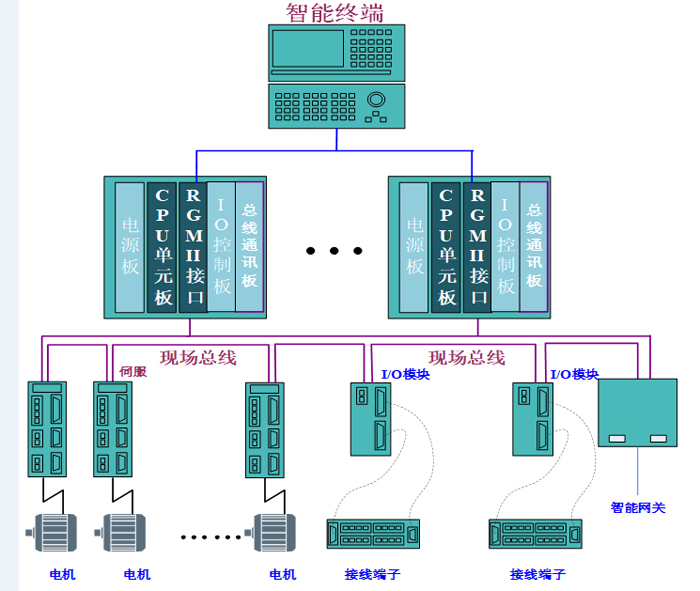
圖2 可重構硬件平臺
軟件平臺采用基于中間件的層次化結構,以支持用戶個性化功能的開發(見圖3)。其中,智能化中間件具有支持運算、插補、控制、I/O、工藝及人機交互的組件庫,以實現數控系統實時、非實時及人機界面的控制;數據共享區為組件庫提供數據源;基于Web服務模塊實現數控系統與其他單元的數據交互,支持數據采集與云端應用。二次開發接口包含由基于QT跨平臺圖形引擎、Android SDK等形成數控系統二次開發平臺的開發工具鏈,基于圖形顯示、組件操作、工藝編程、任務管理、狀態監控的二次開發接口庫,基于移動終端智能APP軟件的應用管理器,任務管理、機床監控及診斷等個性化功能的二次開發以及跨平臺APP應用的開發和管理。

圖3 基于中間件的二次開發平臺
但隨著數據采集技術的進步與人工智能應用的不斷加深,也引出數據量過大導致的網絡傳輸延遲大、數據傳輸代價高以及計算安全和隱私風險等問題,無法有效滿足用戶對計算服務即時響應的需求。
在此基礎上,由邊緣計算與人工智能融合而成的邊緣智能范式為解決上述問題提供了有效保障。邊緣計算將計算資源和服務從遠離用戶的云端下沉到網絡邊緣側,從而有效降低網絡延遲和帶寬消耗;在更靠近用戶和數據源頭的網絡邊緣側利用Docker、Kubernetes等容器化服務部署架構訓練和深度學習模型,從而改善AI應用的性能和成本。
基于人工智能的邊緣計算解決方案需要實現云端、邊緣與終端設備三者間的協同作用(見圖4)。邊緣端通過有線網絡和無線網絡從數控系統平臺采集高頻數據,在邊緣網關與服務器端實現數據過濾、時序匹配、數據壓縮、數據緩存以及數據打包等數據預處理和數據存儲服務;邊緣服務器利用有限的計算資源完成具有實時性要求或數據敏感的智能應用,并將應用反饋的決策信息反饋給數控系統;對于邊緣難以完成的任務,邊緣端將預處理得到的結構化數據發送至云端完成,從而實現云邊端在計算、存儲等資源上的協同。
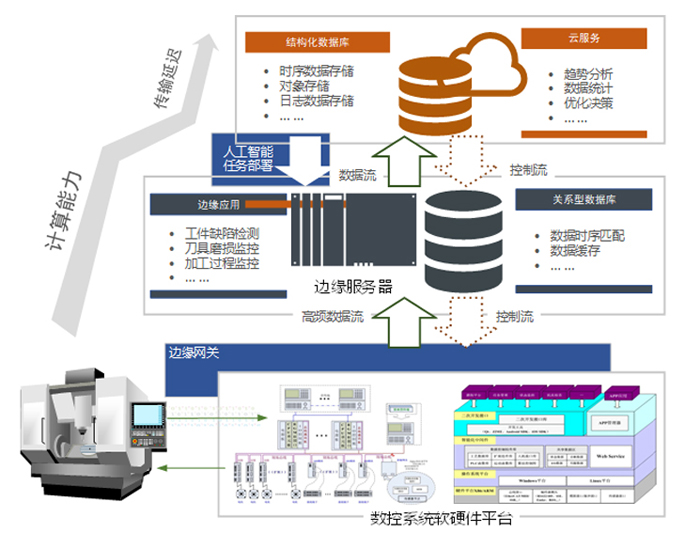
圖4 基于人工智能的邊緣計算解決方案
2. 基于信息終端的工藝鏈集成平臺
圍繞工藝鏈集成需求,基于“藍天數控”的開放式體系結構,構建了基于信息終端的網絡化平臺(見圖5)。通過信息終端,建立智能設備、生產單元、車間的信息通道,支持設備間的互聯互通及互操作,實現制造過程中工藝參數、設備狀態、業務流程等數據、多媒體信息以及制造過程信息間的交互,從而確保“編程仿真→工藝輔助→加工準備→加工過程→工件測量”制造過程工藝鏈的集成與閉環控制。
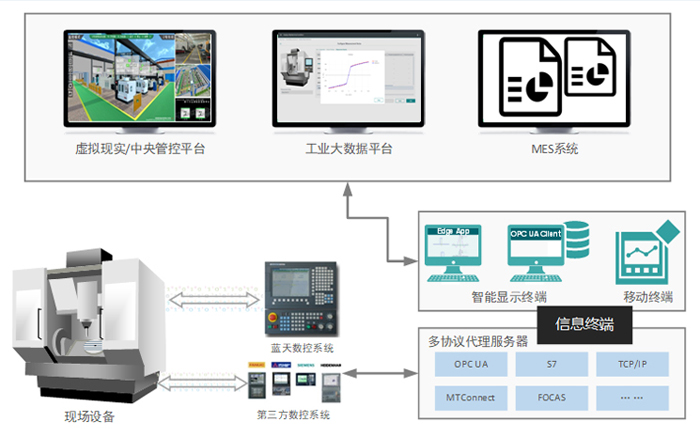
圖5 基于信息終端的網絡平臺
信息終端由支持多平臺的顯示終端與多協議網絡代理服務器組成,其中代理服務器通過融合不同廠商的通訊協議,建立統一的數據模型,實現信息終端與藍天數控系統、第三方數控系統,以及相關現場設備的互聯互通及互操作,并為工業大數據平臺、MES系統、虛擬現實與中央管控平臺提供數據共享接口,實現智能化數控系統與車間智能設備和制造執行系統的信息集成。
3. 基于工業大數據的產品生命周期管理平臺
基于采用信息終端的網絡化平臺,通過解決工業大數據采集、存儲、管理與挖掘等關鍵技術,研制了匯聚生產工藝參數、設備狀態等工業大數據的信息平臺,為開展產品生命周期的管理奠定基礎。基于大數據平臺,通過對產品制造信息、用戶檔案、產品跟蹤、調試維護、參數導航、故障診斷等數據信息的采集,實現產品生命周期管理,具體包括生產制造、安裝調試、診斷維護、改進升級等管理。
生產制造管理根據產品制造過程中的生產、組裝、測試等信息,建立產品的生產制造數據庫。產品安裝調試管理按照客戶的個性化需求建立用戶檔案,當數控系統在機床廠進行配套后,可將產品與機床的匹配參數上傳到產品用戶數據庫中,實現對產品的跟蹤管理。當數控機床到最終用戶進行加工應用時,產品用戶數據庫可以根據機床的具體加工對象,對數控產品的初始參數進行導航設置。當產品出現故障時,設備的故障類型、故障原因、維修記錄等信息上傳到故障維護數據庫中。同時,故障維護數據庫利用大數據以及專家系統,綜合設備參數、設備運行狀態、故障類型、故障原因、故障維修記錄等信息,給出設備故障的原因分析與維修建議,以實現對產品生命周期的管理。
三、“藍天數控”及應用實踐
基于邊緣智能的開放式“藍天數控”系統,由車間網絡層、控制層和設備層三個層次組成。車間網絡層通過工業以太網實現車間設備與數控機床的互聯互通,通過信息終端實現工藝鏈的集成與互操作;控制層采用M:N的可重構方式,通過基于中間件的二次開發平臺實現客戶化個性化功能的開發;設備層通過智能網關實現傳感器的介入以及智能應用的部署,支持加工現場的感知和產品生命周期的管理。
基于邊緣智能的開放式“藍天數控”系統,針對航空制造領域飛機結構件、發動機葉片等關鍵部件的制造需求,開發了相應的數控系統,以對系統的個性化功能/性能、工藝鏈集成以及產品生命周期管理進行應用驗證。
其中,動梁橋式龍門雙閉環反饋同步控制,對系統運動控制層面的個性化功能/性能需求進行了驗證;雙通道11軸激光微孔冷加工數控機床、雙通道14軸數控砂帶磨削中心,對系統工藝層面與運動控制層面的個性化功能/性能需求進行了驗證;航空制造領域數字化車間驗證了基于信息終端的工藝鏈集成與數控設備生命周期管理需求。
1. 動梁橋式龍門雙閉環反饋同步控制
針對GMC2060U五軸動梁橋式龍門加工中心(見圖6)及GMC3060/GMC2060高速龍門銑床的特點,6米長的龍門軸X軸要求采用4個電機同步驅動,同時完成消隙任務,并在雙驅龍門兩側同時安裝了海德漢的距離編碼格式的光柵尺作為位置檢測反饋系統。要求系統既要保證4個電機的同步驅動控制及扭曲量誤差控制,又要保證靜態及動態的間隙消除,同時還要完成雙尺的全閉環檢測實時反饋的任務。
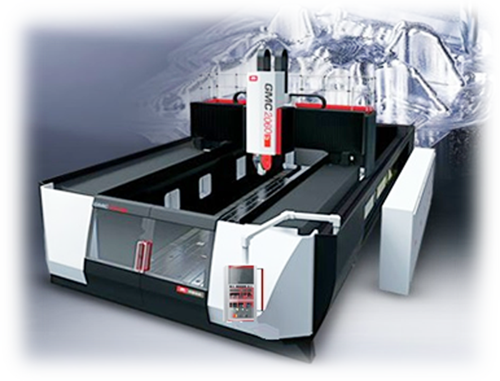
圖6 GMC2060u類設備動梁橋式龍門結構
針對上述控制要求,“藍天數控”系統采用EtherCAT高速總線通訊技術,由上位數控系統主機作為主站,與作為從站的各電機驅動器進行時間輪詢的實時通訊,通過數據給定、全站點狀態監測、速度、位置、電流等三環采集、雙尺位置及誤差扭曲數據反饋、報警機制實時處理,并通過系統的智能調節、調整及自整定,以及驅動側的工藝調節器的配合、優化等一系列核心算法,實現了配套應用。
2. 雙通道11軸激光微孔冷加工數控機床
雙通道11軸激光葉片微孔冷加工機床(見圖7)是集光、機、電、檢測于一體的復雜系統,其控制對象包括:機床軸運動控制、激光器功率監測與控制、復合光束掃描模塊控制、光束指向監測與調整控制、光學掃描頭切換伺服控制、終端監測控制、恒重疊率螺旋掃描控制和非圓形面掃描加工控制,以及三維檢測輔助定位控制等。

圖7 激光微孔冷加工數控機床
“藍天數控”系統通過采用多通道控制、RTCP、高速程序預處理、焦距測量、三維測量、光路切換、四光楔掃描,以及功率檢測等功能,實現一個通道5軸聯動用于葉片工件姿態轉換,一個通道6軸聯動用于激光設備光束指向調整和打孔檢測。該設備適用于各類金屬、非金屬材料表面的微結構處理,進行微腔、型腔、盲孔、通孔、異形孔、異形槽、復雜形貌微結構的切割加工。
3. 雙通道14軸數控砂帶磨削中心
針對航發精鍛葉片自適應砂帶磨削中心(見圖8)的特點,采用雙工位14軸的機床設計,其中7軸5聯動數控砂帶邊緣磨削工位實現航空發動機葉片型面的磨削加工,7軸6聯動圓角磨削工位實現根部轉角、阻尼臺或葉尖等易干涉部位的磨削加工,磨削中心具備在機檢測、快速模型重構、快速裝夾、自適應磨削功能。
圖8 砂帶磨削中心
圍繞機床的控制要求:雙通道、耦合軸、五軸聯動、全閉環反饋、砂帶張緊力控制等,通過開展多通道多軸聯動砂帶磨削運動控制方法、加工過程干涉檢測技術、磨削軌跡優化技術、收放卷自適應磨削技術、數控系統與砂帶磨削中心控制系統集成技術等關鍵技術研究,研制面向航發精鍛葉片自適應砂帶磨削中心的數控產品,實現了一次裝夾完成多種尺寸和規格的發動機葉片葉尖、型面、進/排氣邊、葉根圓角和凸臺過渡區部位的磨削集成加工。
4. 支持工藝鏈集成與設備管理的數字化車間
圍繞航空制造領域數字化車間對工藝鏈集成的需求,通過開展設備互聯互通、邊緣智能、工業大數據管理、數字孿生與3D數字可視化等關鍵技術開發,解決了從設備控制到車間管理的數字化車間關鍵技術,建立了從設備層到車間層及企業層的數據通道,實現了機加設備、檢測設備、后處理設備、物流設備、倉儲設備等現場設備的互聯互通,形成了基于邊緣智能的數字化車間成套解決方案(見圖9),包括基于工業互聯網的設備互聯互通平臺、工業大數據平臺、3D數字可視化平臺、故障預測與健康管理平臺、能耗監控管理平臺、網絡化實時視頻監控平臺等。
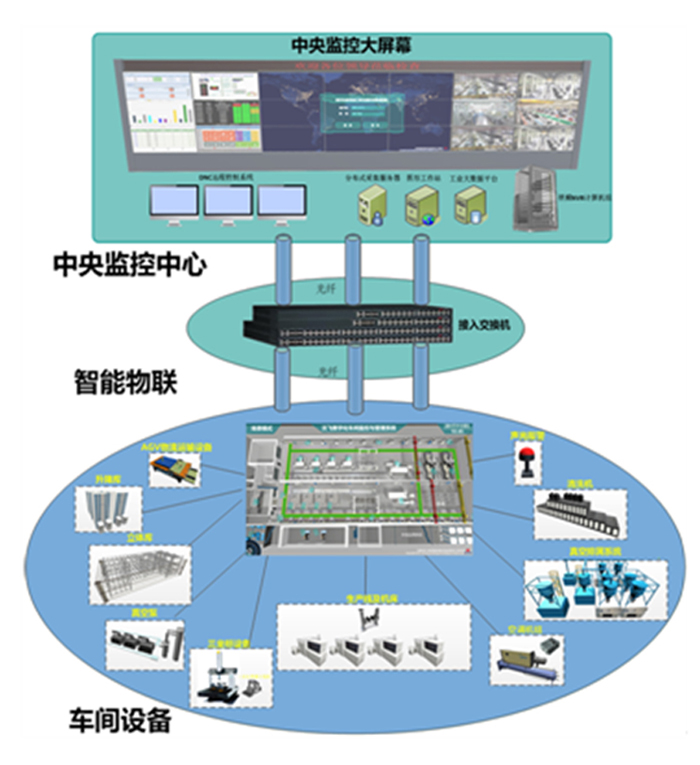
圖9 支持工藝鏈集成的數字化車間
基于數字化車間提供的網絡化平臺,進行了智能故障診斷與遠程監控的開發(見圖10),實現了數控系統對加工過程的全面感知及智能控制,提高了設備故障的預測診斷能力,增強了系統的處理能力,提升了數控機床的性能和可靠性。

圖10 設備的維護與可視化管理
(供稿:沈陽中科數控技術股份有限公司、中科院沈陽計算所高檔數控國家工程研究中心 編輯整理:梅峰)


