




企業(yè)信息
WMEM|微量潤滑技術(shù)在準(zhǔn)高速加工中的應(yīng)用
WMEM|微量潤滑技術(shù)在準(zhǔn)高速加工中的應(yīng)用
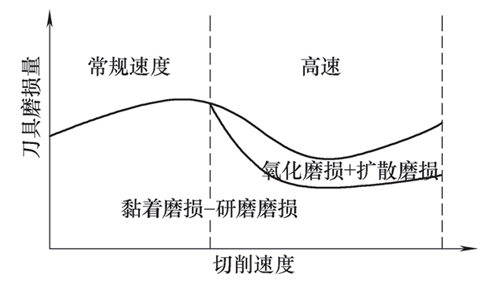
微量潤滑技術(shù)目前已經(jīng)逐漸被熟知,并開始在機加工領(lǐng)域大量應(yīng)用,這項技術(shù)在準(zhǔn)高速加工中更能發(fā)揮作用。因為在低速的粗加工中,由于機床轉(zhuǎn)速低,加工余量大,發(fā)熱量大,微量潤滑的散熱功效不如切削液。而在超高速加工中,由于機床轉(zhuǎn)速會超過15000r/min,甚至更高;切削速度也會達到相當(dāng)高的值,如:鋁合金已超過1600m/min,鑄鐵為1500m/min,超耐熱鎳合金達300m/min,鈦合金達150-1000m/min,纖維增強塑料為2000-9000m/min;各種切削工藝的切速范圍為:車削700-7000m/min,銑削300-6000m/min,鉆削200-1100m/min,磨削250m/s以上等。這時候的切削狀況完全不同于低速加工,如圖1所示。
這種超高速的加工對于刀具材料的要求較高,另外,在高速狀態(tài)下切削液的冷卻作用很小,負面作用很大,因此,基本是不能加切削液的,對微量潤滑的依賴也是很低的。基于以上原因,根據(jù)多年的經(jīng)驗,微量潤滑更適合準(zhǔn)高速加工,這個機床主軸轉(zhuǎn)速在5000-15000r/min之間。
一、準(zhǔn)高速切削與微量潤滑結(jié)合的優(yōu)勢
1. 微量潤滑的概念
微量潤滑(即MQL,Minimal QuantityLubrication)是一種金屬加工的潤滑方式,即半干式切削。切削時將壓縮氣體(空氣、N2、CO2等)與極微量的潤滑油混合汽化后,形成微米級的液滴,噴射到加工區(qū),進行有效潤滑的一種切削加工方法。切削液的用量一般僅為3-50mL/h(傳統(tǒng)濕法切削的用量為20-100L/min),可有效減小刀具與工件、刀具與切屑之間的摩擦,防止粘結(jié),延長刀具壽命,提高加工表面質(zhì)量。MQL的應(yīng)用優(yōu)勢明顯,適用范圍廣闊,國內(nèi)外關(guān)于MQL的研究包含了幾乎所有的切削工藝,如鉆削、銑削、車削和磨削等。
2. 微量潤滑的作用機理
MQL在速度較高時更能發(fā)揮作用,有利于提高切削速度,工件的切削破裂點會提前出現(xiàn),因此產(chǎn)熱區(qū)亦會較快離開刀具。由于熱能全部集中在工件及切屑上,刀具唯一的熱源只有和切屑接觸——發(fā)生熱能傳導(dǎo)及磨擦的小部分。在微量潤滑劑的作用下,高切削速度亦會使切屑更為彎曲及以更快速度離開工件及刀具,能有效減少切屑傳導(dǎo)熱能的時間。殘留在工件上的高溫卻能軟化工件表面,讓刀具更容易進行切割,如圖2所示。
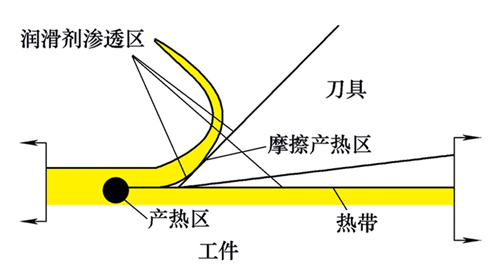
圖 2
刀具在較高速度加工時,由于切削液的液滴很大,很難真正進入加工區(qū)域。在旋轉(zhuǎn)刀具加工時,切削液在離心力的作用下已經(jīng)遠離了加工區(qū),只有在完成切削時(如銑削),切削液才與刀刃接觸,這就發(fā)生了淬火作用,產(chǎn)生冷熱沖擊,影響刀具壽命。而在微量潤滑加工下,微量潤滑劑的液滴都是微米級的,甚至是零點幾個微米,在壓縮空氣或者其他載體的作用下,很容易滲透到刀具與工件接觸的加工表面,起到很好的潤滑作用,刀具溫度恒定,有效延長刀具壽命。
3. 微量潤滑的分類
(1)按照油氣是否通過刀具內(nèi)部冷卻通道可分為:內(nèi)置式系統(tǒng)和外置式系統(tǒng)(見圖3)。
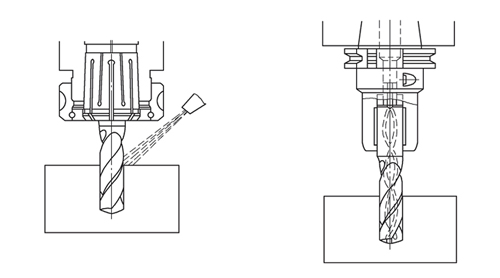
(a)外置式 (b)內(nèi)置式
微粒直徑15-40μm 微粒直徑0.3-1μm
圖 3
(2)按照潤滑劑和其傳輸介質(zhì)是否走同一個路線可分為單通道系統(tǒng)和雙通道系統(tǒng)。這兩個系統(tǒng)的油霧發(fā)生位置也不同,一個是在油霧發(fā)生器內(nèi)部,一個是在刀柄或者噴嘴處,如圖4所示(上圖為單通道,下圖為雙通道)。
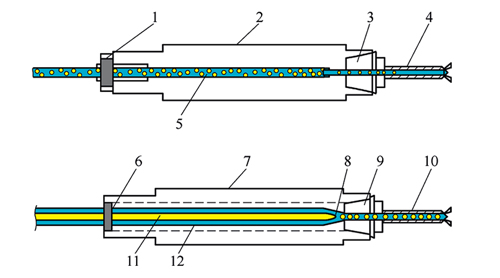
圖4 1、6-旋轉(zhuǎn)接頭 2、7-機床主軸 3、9-刀柄 4、10-刀具 5-油霧 8-噴嘴 11-油 12-壓縮空氣
4. 微量潤滑加工與傳統(tǒng)切削液加工、干式加工的比較
(1)冷卻液的準(zhǔn)高速切削。提高生產(chǎn)速度會使刀具更高溫,由更大溫差所產(chǎn)生的更強淬火反應(yīng)會降低刀具壽命。
(2)干切削的準(zhǔn)高速切削。雖然跟MQL同樣避免了淬火,但因欠缺潤滑效果,刀具的磨損非常明顯,并與切削速度成正比。
(3)MQL的準(zhǔn)高速切削。MQL系統(tǒng)有效潤滑工件和刀具表面(以減少磨損及磨擦所產(chǎn)生的熱能)及把帶高熱的切屑吹走(減少切屑導(dǎo)熱到刀具上),避免了淬火同時提高切削速度與刀具壽命。
MQL單通道系統(tǒng)的最高轉(zhuǎn)速是16000r/min,而雙通道系統(tǒng)可達到40000 r/min。事實上,當(dāng)機床主軸轉(zhuǎn)速達到10000r/min時,無論是單通道系統(tǒng)還是雙通道系統(tǒng),都會面臨離心力的問題,只是單通道的影響會更大。
由于單通道系統(tǒng)油霧要在主軸里通過,為了盡量減少離心力的影響,只能盡量減小其內(nèi)部通道尺寸。但又不能太小,太小會增加輸送壓力,因此較為合適的直徑尺寸在3-7mm之間,這也取決于拉刀機構(gòu)的尺寸。
而雙通道系統(tǒng)由于油在一個直徑0.5mm的通道里流動,并且在工作過程中油是充滿整個管路的,壓縮空氣在管外運行,因此,在機床主軸這個長度上基本不會受到離心力的影響。但到了刀柄的混合處壓縮空氣將油形成油霧的時候,離心力就會產(chǎn)生影響。據(jù)刀具廠商鈷領(lǐng)做過試驗,當(dāng)?shù)毒咿D(zhuǎn)速到達16000r/min時,雙通道的刀柄里也充滿了油。
單通道系統(tǒng)與雙通道系統(tǒng)的比較見表1。
表1 單通道系統(tǒng)與雙通道系統(tǒng)的比較
| 比較項目 | 單通道系統(tǒng) | 雙通道系統(tǒng) |
| 工作原理 | 利用文丘里原理,油霧在發(fā)生器內(nèi)產(chǎn)生,沿著管路通過主軸的旋轉(zhuǎn)接頭、主軸內(nèi)部、刀柄到達到刀具與工件加工之間(內(nèi)置式),也可以通過主軸外部管路油霧直接到達刀具與加工表面之間(外置式) | 油通過泵供給供油裝置,供油裝置把一定量的油通 過旋轉(zhuǎn)接頭、噴桿輸送到刀柄處的有特定結(jié)構(gòu)的位 置,同時壓縮空氣在這個位置與油混合,油在壓縮空氣的作用下分散成細微顆粒,與壓縮空氣一起經(jīng)過刀柄、刀具,到達加工表面(內(nèi)置式) |
| 供油與主軸轉(zhuǎn)速的關(guān)系 | 與主軸轉(zhuǎn)速(離心力)有關(guān) | 受主軸轉(zhuǎn)速(離心力)影響小 |
| 主軸最高轉(zhuǎn)速(r/min) | 16000 | 40000 |
| 適合最小刀具內(nèi)冷孔直徑/mm | 1 | 0.4 |
| 潤滑油粘度(mm2/s) | 50 | 100 |
| 響應(yīng)速度 | 慢 | 快<0.1 |
| 壓縮空氣壓力(kN) | 最低50 | 最低40 |
| 油量可控性 | 較差 | 較好 |
| 適用場合 | 單機,舊機床改造,新上設(shè)備均可 | 對節(jié)拍要求高的生產(chǎn)線,新上生產(chǎn)線 |
二、微量潤滑系統(tǒng)的要求
1.對刀具結(jié)構(gòu)的要求
內(nèi)冷通道開口位置要適當(dāng),越靠近切削刃越好,當(dāng)然絲錐、鉆頭與銑刀也有所不同,如圖5所示。另外刀具柄部的選擇也要符合微量潤滑的要求,如圖6所示。
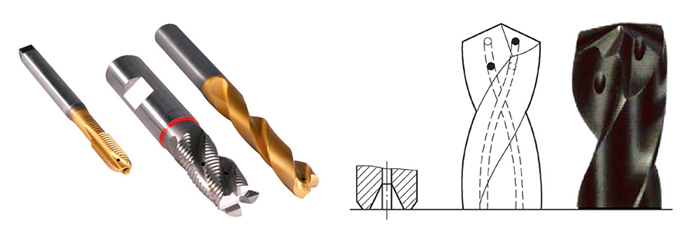
圖 5
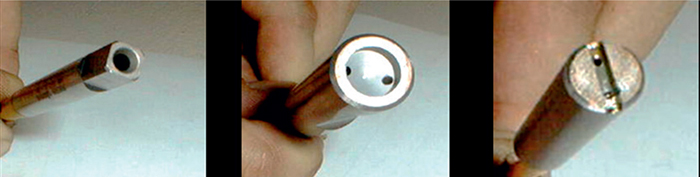
圖 6
2. 對刀柄的要求
機床速度在準(zhǔn)高速狀態(tài)時應(yīng)盡量使用HSK刀柄,這樣的刀柄更適合微量潤滑系統(tǒng)油霧的傳送,尤其是刀柄里面的冷卻管能插入拉刀機構(gòu),形成一個密閉的通道,如圖7所示。
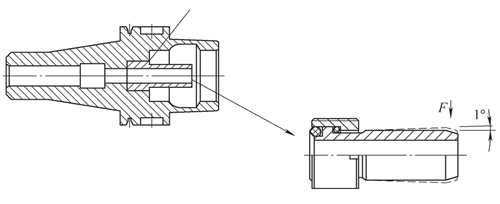
圖 7
3. 對主軸的要求
適合微量潤滑的主軸首先不能漏氣,內(nèi)部不能有單向閥,不能有忽小忽大的變徑。
4. 對旋轉(zhuǎn)接頭的要求
目前市場上與不少品牌的旋轉(zhuǎn)接頭,但適合微量潤滑的旋轉(zhuǎn)接頭有特殊要求。適合微量潤滑的旋轉(zhuǎn)接頭要適合干運行,選擇時產(chǎn)品的供應(yīng)廠家會有特別說明。
5. 對刀具材料的要求
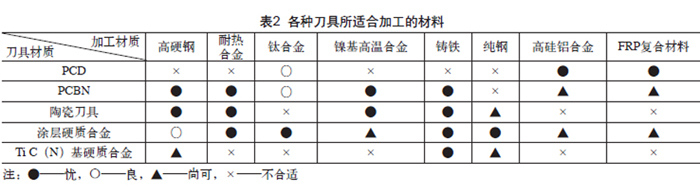
由于微量潤滑加工中熱量有一定積累,因此需要選用一定耐熱性刀具,普通的工具鋼刀具及高速鋼刀具是不適合的,而金剛石刀具、立方氮化硼刀具、陶瓷刀具、涂層刀具等都可選用。但任何刀具在加工中都有一定的使用范圍,只能適應(yīng)一定的材料和一定的切削速度,所謂的萬能刀具是不存在的。因此,合理選擇刀具材料,是完成微量潤滑加工與準(zhǔn)高速加工完美結(jié)合的關(guān)鍵,如表2所示。
6. 對潤滑劑(油品)的要求
微量潤滑劑在微量潤滑加工中起著非常重要的作用,微量潤滑劑的最重要特征就是環(huán)保性能,因為微量潤滑劑在發(fā)生裝置的作用下形成了從零點幾微米到上百微米的顆粒,有時候會被人吸入,不能損害人的身體健康,適合加工性能的潤滑劑很多。但滿足環(huán)保性能的潤滑劑不是很多。因此,選擇微量潤滑劑不但要適合加工要求,還要適合環(huán)保要求,這一點非常重要。
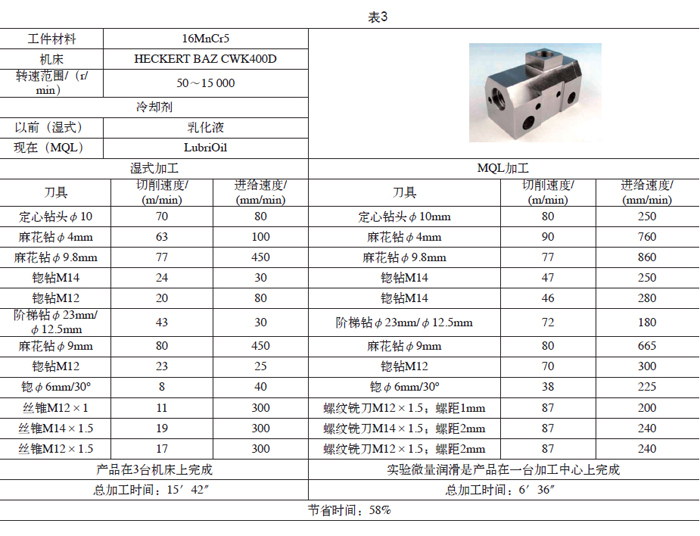
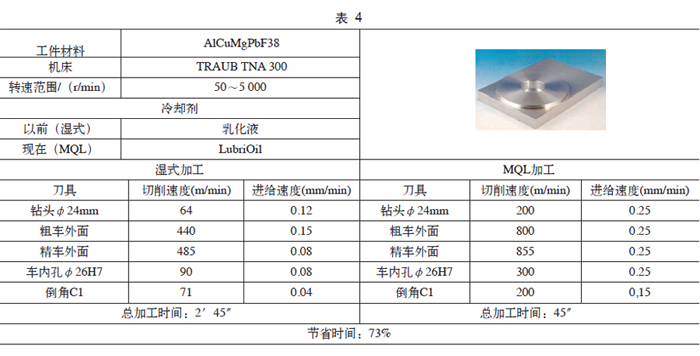
三、微量潤滑在準(zhǔn)高速加工中的應(yīng)用案例
加工案例如表3、表4所示。
四、微量潤滑改造加工案例
(1)設(shè)備。鉆孔加工中心,設(shè)備號:099-224,對比設(shè)備號:099-238。
(2)工件材料。碳鋼(產(chǎn)品名稱:停車齒輪,產(chǎn)品型號:GF6-X24F)。
(3)刀具壽命。微量潤滑系統(tǒng)的刀具加工了97個工件,對照組刀具加工了52個工件,微量潤滑的刀具壽命是傳統(tǒng)切削液的1.87倍,壽命比原來提高了87%。
(4)能源消耗。根據(jù)我們現(xiàn)場統(tǒng)計,原切削液系統(tǒng)的電動機總功率為10kW,而微量潤滑系統(tǒng)的總功率為24W。很明顯,傳統(tǒng)切削液系統(tǒng)的能耗是微量潤滑系統(tǒng)的417倍。
(5)尺寸精度。本專機加工12個孔,尺寸精度(18±0.2)mm,位置度公差f6。對工件進行通止規(guī)的檢查和儀器檢查,沒有發(fā)現(xiàn)不合格的尺寸。但微量潤滑加工的孔的精度更好些,尺寸也比較穩(wěn)定。
(6)表面精度。該件的加工表面精度要求Ra12.5μm,經(jīng)檢查,用微量潤滑加工的工件表面精度好于切削液加工的近3倍。
(7)斷屑。從整個加工過程看,使用微量潤滑加工時刀具的斷屑要遠遠好于使用傳統(tǒng)切削液的斷屑,如圖8所示(左:用微量潤滑加工刀具幾乎沒有纏屑;右:用切削液加工刀具有很多屑纏繞刀具)。
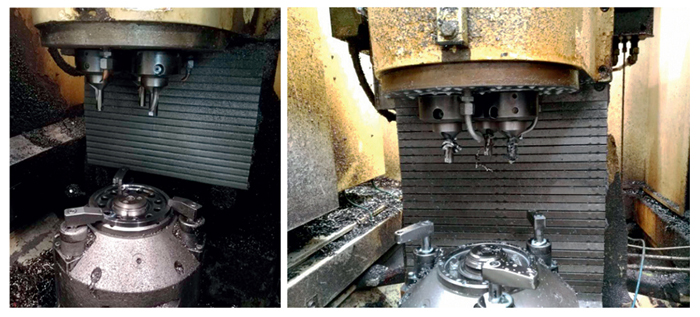
圖 8
(8)零件加工后的對比如圖9所示(左:用微量潤滑加工的工件;右:用切削液加工的工件)。
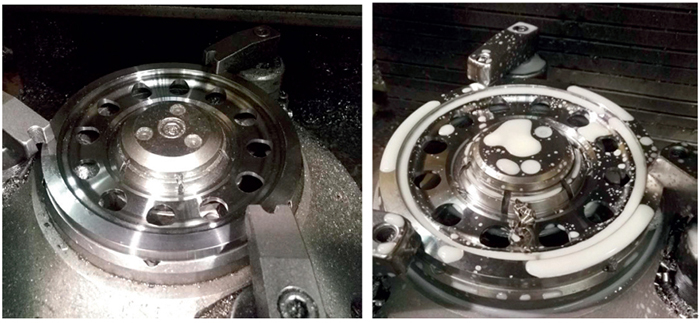
圖 9
五、結(jié)束語
采用微量潤滑加工呈現(xiàn)以下特點:
(1)使用微量潤滑系統(tǒng)加工,加工環(huán)境明顯改善;(2)刀具壽命明顯提高;(3)省去每天添加處理切削液的工作;(4)沒有大量切削液的流失而產(chǎn)生的成本費用的增加;(5)從抽測的加工尺寸來看,加工尺寸比較穩(wěn)定;(6)加工過程中工件纏屑問題明顯改善;(7)成本大大降低。
微量潤滑技術(shù)在準(zhǔn)高速加工中越來越凸顯其重要作用,在使用中又得到了逐步拓展,比如與CO2結(jié)合,或者與液態(tài)氮結(jié)合形成超低溫的加工,這為加工鈦合金等發(fā)熱量大的難加工材料提供了新的思路。國際國內(nèi)一些研發(fā)機構(gòu)或企業(yè)都在這方面做了有益的嘗試。目前,廣州匯專科技集團股份有限公司已經(jīng)在微量潤滑加工以及超低溫加工方面進行了深入的探索,希望能夠為準(zhǔn)高速、高速的機械加工提供解決方案。
(樊利輝 匯專科技集團股份有限公司)


